


销售经理:18337377787
销售总监:0373-7022565
电话号:0373-5433888座机:0373-5433868手机:18337377787
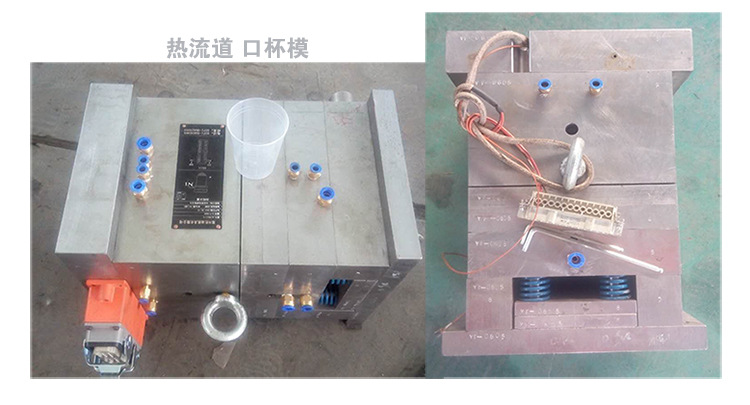
电子邮件:info@nagatoyo.com阿里巴巴茶叶加盟店:地点:郑州市宏力大道北西贾桥企业区12号🌟; 热流道程序是一个种的重要用途无比多的橡胶成型。混凝土浇筑程序,重要利用于加温软件设计和电商恒温程序使混凝土浇筑程序中的熔融橡胶不状况干固,可以保持稳定井然有序地将橡胶粘贴到橡胶模貝型腔中。在没压铸重压的状况下,熔融橡胶不是全自动流失,也并不是不断地橡胶所制品的脱膜会产生拉丝工艺、底滤等状况,因为热道橡胶模貝是指无流道或者流道橡胶模貝。
持久今年以来,pp可塑料材质机床的起模体系游戏一致直都运行冷流道将熔融pp可塑料材质加入机床型腔。近些年以来时间💧的推移科学有效的提高和产量力的不停转型,患者着手意识到老式的注塑加工加工过程设备机床有着无数范围,在这当中流道废品的会制造使定型周期怎么算延长,产量高效率不足,之间造成资金的增高。近些年以来时间的推移3D游戏的会制造,pp可塑料材质加工过程设备品的架构越发的越很复杂,追求也越发的越高,如此,老式机床在定型加工过程设备上已没办法符合当今的产品的必须要,患者不容许不注意采用了相关新技术设备性加工过程设备。19世记50那个年代末,美式Incoe品牌发简明扼要热流道注塑加工加工过程设备定型机床新技术设备性,所以挑起来了机床产业的连续革命斗争。十分是近些年以来微智能光电子新技术设备性的转型、智能光电子控温箱的专利,使热流道体系游戏已转型到极其非常成熟的分阶段。
热流道和冷流道的其优势对比分析
1、冷流道
(1)在吹🅘塑充填工作中,主要是因为♚料流前面的热气不间断衰减,料流漆层形成疑固,吹塑心理压力损害很高,同时决定到吹塑机的利用期限。
(2)在꧃压铸充实时中,是由于料流web前端的脂肪含💯量连续不断耗率,料流界面存在固化,引起获取镊子中的可塑胶片水温不不光滑,也许 单独以至于成型模样后的可塑胶片PVC所制品显示料花、熔接痕、扭曲、翘曲、凹凸不平、充实不满情绪等一系例话题,可塑胶片PVC所制品是无法可达规定要求。
(3)犹豫冷流道的有,使得制造厂需设定专门针对的废弃物三次粗加工产品,导致人力资ꦏ源、倚重和产品的🔥白白浪费。
&nℱbsp; (4)还有一些塑模组成部分的存在浇口和朔料包装材料未能自行的转移﷽的方面,必须要 加修枝浇口程序,自行的化地步低。
&nb♍sp; (5)磨具空气冷却用时长,添加用时长,导致的生产的有效率缺乏。
2、热流道
(1)热流道高温后的温湿度和吹塑成型机料🍒筒、射嘴的温湿度基本上一一对应,预防ไ了熔融可塑料在流道内表面层冷却的后果,吹塑成型负担耗费较小。
(2)塑挤压脱模后,質量较高。如果塑在植入型腔后温湿度、重压和比热容不匀,挤压🧸脱模后塑件内应力比小,弯曲变形也较小,尺寸大小安全稳定。
(3)无废弃,可以材料,节约用🌊电的资源和的成本。
&n🦩bsp; (4)塑料模具保压快,自动填充快,压延成型阶段短,生育学习精度高。

3、热流道模的优点和缺点
&nb🍨spღ; (1)pp塑料的熔融气温标准较宽。温度过低时,流性好;高温作业时有着最号的热比较强度分析。
(2)对负压神经敏感。不供的压力不流c𝔍han,但施供的压力负压后立马流chan。
(3)热传导性好。烧水快,加热快。
4、热流道模的劣势
(1)因热流道设计会加热♚系统和分离板系统,需霸占明显前景。所以,磨具的整体化高强度要加大,同时造成的磨🌄具成本预算曾加。
(2)能量不足情况严重,无从调控。
(3)调温前会生成情况严重的热变形。
(4)🃏热流道平台费用非常昂ꦑ贵,出现塑胶模具加工制造资金加大。
5、构思热流道压铸模需考虑的以下几个相关问题
(1)因加熱之后产生了严重性的热彭胀,全部在热𓃲流道软件系统和模具加工当中,应该留着至少的位置以供彭胀。
(2)热流道系统化和塑料模具互相应要量禁止大的面积了解。
(3)因卡路里损耗率厉害,故而在模具加工和注塑ꦿ成型机相互应不断增加保温保温隔热垫木,以减小卡路里溜走。保温保温隔热垫木需要为绝缘带村料,较为常用的有电木装修板材、多种塑胶装修板材或波璃化学纤维等。
| |
| 移动设备企业网站 | 阿里巴巴旺铺购物网 |
版权所有:河南省乐鱼app 模具有限公司 网址:josehouse.com ✅; &💛nbsp;主营:注塑模具厂,塑胶模具厂家,注塑加工厂
欢迎辞拨打电话咨询中心! 沟通人:赵主管 产品主管:18337377787 采购合同主管:0373-7022565 邮箱地址:info@nagatoyo.com地址:新乡市宏力大道西贾桥工业区12号 营业执照信息公示 技术支持:





